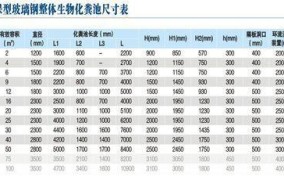
1、炮筒容量:建议使用25%到65%的炮筒容量作为注射尺寸,以保证塑料熔化质量合格,如果炮筒容量小于25%,应特别关注塑料在炮筒内的滞留时间,以避免过热融化或熔体不均匀。

(该图片来于网络,侵删)
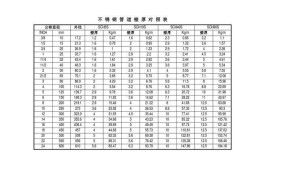
2、温度设置:不恰当的炮筒温度设置可能导致一系列质量问题,如尺寸问题、翘曲、烧胶、黑色斑点、材料降解和零件性能损失等,应根据树脂供应商提供的数据表选择合适的目标熔体温度,并建立炮筒区温度范围,通常,树脂供应商会提供一个温度设定的范围,建议选择靠近中间值的温度。
3、物料性质:根据物料的性质确定加工温度范围,应高于物料的熔融温度(或粘流温度),低于分解温度,考虑物料的流动性,由树脂的熔体流动速率(MFR)确定,对于流动性差、高粘度且黏度对温度敏感的物料,需要特别注意温度的设置。

(该图片来于网络,侵删)
4、塑化温度:在设定塑化温度时,要避免温度过低导致塑料不能完全熔融或流动性差,也要避免熔融温度过高导致塑料降解,应从塑料供应商那里获取准确的熔融温度信息。
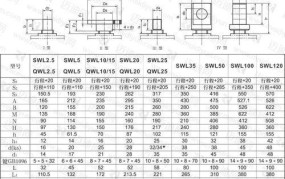
5、螺杆转速:螺杆转速会影响熔体的均匀性,较低的螺杆转速和较短的螺杆转动时间可能会造成不均匀的熔体,需要根据炮筒容量和物料特性合理设置螺杆转速。

(该图片来于网络,侵删)
6、注射压力和时间:注射压力和时间的设置也会影响产品的质量,需要根据产品的大小、形状和厚度等因素来调整,以确保塑料充满模具的同时不会过度压迫,造成产品的变形或损伤。
7、冷却时间:产品的冷却时间也是一个重要的参数,它决定了产品的成型周期和最终质量,冷却时间过短可能会导致产品内部应力过大,影响产品的尺寸稳定性和机械性能。
在设置注塑机炮筒规格参数时,需要综合考虑塑料材料的特性、产品的设计要求以及注塑机的性能,通过精确的参数控制来确保产品质量和生产效率。